Dry Bulk Material Conveying
National Bulk Equipment material conveying projects are key to the effective transfer and protection of bulk materials during processing or packaging operations. NBE engineered-to-application project execution includes a process-specific material analysis and testing procedure. Every material to be processed is evaluated from a fullstream context to optimize material movement throughout each function of the project. NBE proactive application analysis and feasibility testing work to ensure NBE bulk material conveying projects effectively deliver contaminant-free, properly conditioned bulk material through production; regardless of the process material characteristics, volume, or flow properties. NBE bulk material conveying projects are essential to the accurate, repeatable supply of material to downstream processing or packaging operations. Conveying functions such as drive controlling, material feed sensing, material routing, and control layer monitoring are inherent to NBE engineered-to-application projects.

Product and Material Conveyors
View NBE engineered-to-application projects where process-critical functions in combustible materials handling, and material dust collection and reclamation are brought to product and material conveying. NBE product and material conveying systems reduce the need for physical storage of product and work to protect material from contaminants. Throughout the fullstream of bulk material processing or packaging operations, NBE product and material conveying systems contribute to improved equipment effectiveness and increased production yield.
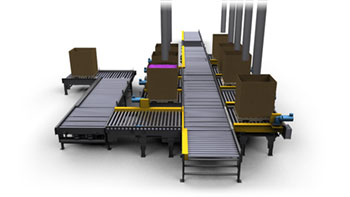
Pallet Handling Conveyors
Watch NBE pallet handling conveyors bring fullstream project advantages to bulk material handling. Beyond the inherent functions of intermediate bulk container transfer and accumulation, NBE pallet handling conveyor projects add process functions including: NBE automated pallet dispensing systems and pallet transfer systems, to integrated loaded-pallet scale systems and stretch wrapping. Engineered-to-application, NBE pallet handling conveyors work to protect personnel, optimize labor allocation, and reduce material waste.