Improving Yield and Reducing Material Loss When Product Recovery Events Occur
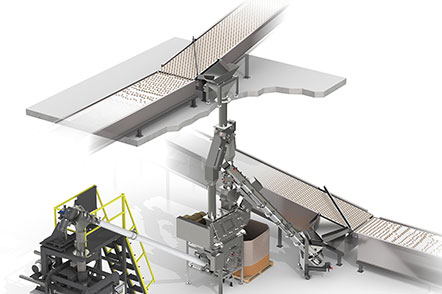
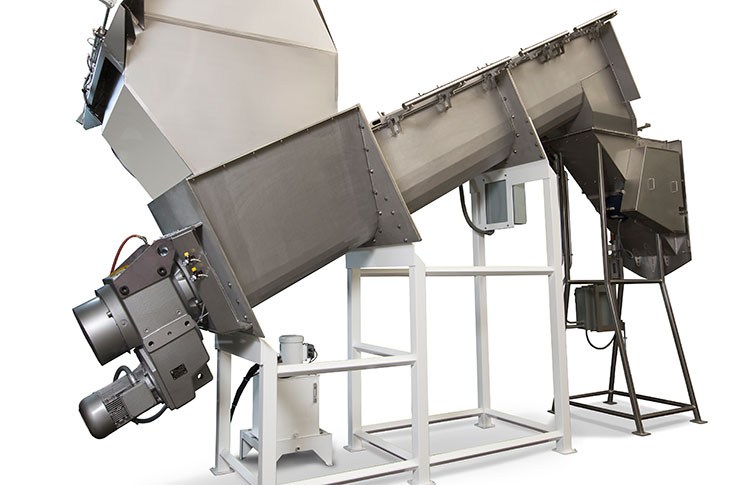
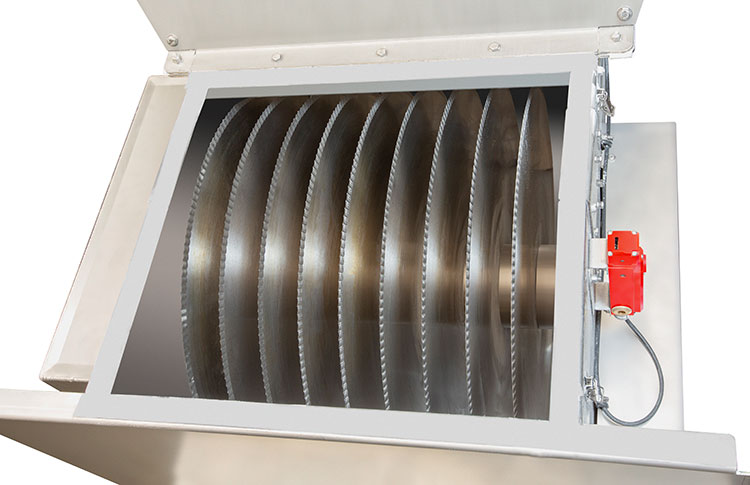
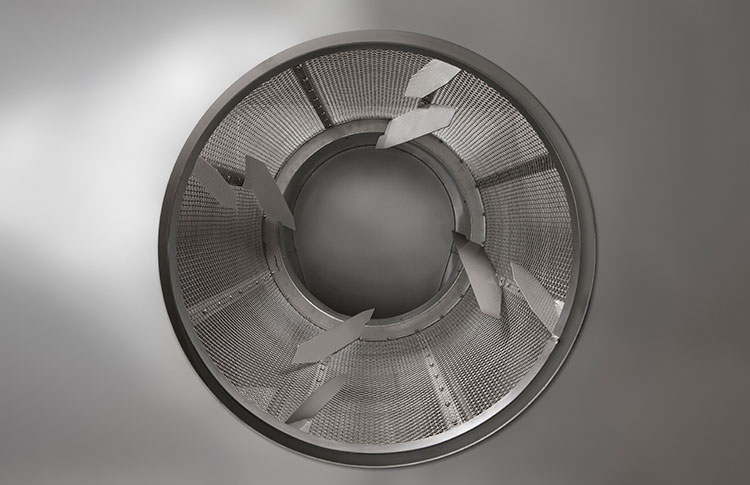
Continuous-process operations and plants running high-volume package filling lines recognize, when a recovery event occurs, that high-throughput recovery of packaged contents and packaging material can contribute much to overall process effectiveness. NBE high-throughput product reclaim systems are engineered-to-application (ETA), ensuring that unique application requirements are identified and leveraged to reduce loss and optimize yield. NBE high-throughput reclaim systems are designed, engineered, and built to exceptionally rigorous specifications to deliver exceptionally reliable performance in the most demanding operating environments.